


INTRODUCTION
Additive manufacturing (AM) has come a long way. However, there are still a number of problems to solve for AM of polymer matrix composites (PMCs) [1], especially for future aerospace in U.S. Department of Defense (DoD) applications. The largest benefits for the aerospace industry and DoD-related challenges are complexity-enabled capability, low-volume/low-cost manufacturing, part reduction, and service life; prototyping and form fit function; and toolless part manufacturing and lightweighting interior hardware (ducts, seat framework, wall panels, and avionic bays).
The U.S. Air Force Resource Laboratory (AFRL) is completing the first steps toward complex load-bearing structures in composites, focusing on continuous reinforcement three-dimensional printing (3-DP). In addition, composite tooling, an area for noncritical parts, provides lead time and cost reduction. Sometimes it does not make sense to print an article in 3-D, but it does save a lot of time and cost to print the mold that makes the part. Replacing metal parts in jet engines or low-cost aircraft technologies is another area in which the ability to print something that cannot be made conventionally has a potential for lightweighting and part reduction.
Further opportunities for AM composites include on-demand printing parts that do not have a digital or hardcopy blueprint (B-52) for ground-based and nonstructural replacements. Based on demand signals and technology readiness, we look at a roadmap in AM with the following near-mid and far-term goals (including metal and polymer-based processes):
- Near/midterm – thermal management (heat exchangers, nozzles, and ducting), embedded functionality (antennae, electronics, and wiring), smart tooling, fairing mounts, and small engine parts (brackets, fixtures, and shrouds).
- Far term – critical and load-bearing structures, canopy frames, wing spars, tunable radio frequency, integrated power, and embedded sensors.
These goals are addressed primarily with metals, polymers, soft matter, multicomponent, and reinforced composites. Composites via AM are still in the early stages and face stringent certification and qualification processes—an area for which tools must still be developed. For example, measuring the mechanical properties of a printed specimen vs. a conventionally-manufactured specimen is like comparing apples to oranges (i.e., one peels = orange, while the other breaks = apple). The current AM field can also be described as creating parts with well-ordered defects due to the step-by-step process. Understanding the effects of these regarding the overall structure and performance is key to success.
For the U.S. Air Force (AF), AM is a pervasive processing technology and spans many domains, including everything from soft-bio sensors to extreme temperature metals and ceramics and flexible electronics to survivable and tailored munitions. The work described in this article was implemented by a team very familiar with composite manufacturing high-temperature thermosetting resins and an expert in selective laser sintering (SLS) to successfully process these resins into AF-relevant articles. The Materials and Manufacturing Directorate (RX) at Wright-Patterson Air Force Base (WPAFB), Dayton, OH, has been driving the field of high-temperature polyimide thermosets for several decades in conventional composite manufacturing. These thermosets, originally developed at the National Aeronautics and Space Administration (NASA) and refined and optimized at AFRL during the 90s, are used in advanced AF PMC applications [2].
Six years ago, the Composites Branch at AFRL decided to seriously investigate opportunities and limitations of AM of composites focusing on thermosetting resins. The community was heavily involved; very little was carried out on thermosets (almost nonexistent for reinforced composites). The initial target was additively-manufactured components for jet engine propulsion that required higher service temperatures reaching in excess of 350 °C. The research recently expanded into lower-cost materials for limited life technologies [3, 4].
The very first experiments in high-temperature resins produced feedstock materials for fused deposition modeling and allowed researchers at AFRL to print coupons in 3-D, with service temperatures approaching 300 °C [5]. Recognizing that not all resins amend to extrusion into filaments, the team established a partnership with NASA to work with their resin-/transfer molding resins of the same polyimides family. Rather than create a filament, which can be a daunting process, the idea was to simply create a powder with the right particle size distribution, use well-known selective laser sintering AM processes to print articles from the powders, and add chopped carbon fibers for reinforcement in subsequent studies (Figure 1, top).
Figure 1 shows the schematic overview of the project from synthesis, to mixing with milled carbon fibers, to powder, and SLS. This process produces a small bracket for jet propulsion AF applications or NASA door panels with AM-enabled noise reduction, primarily focusing on enhancements in mechanical properties and applying space for exquisite platforms such as the F-35.
SELECTIVE LASER SINTERING
Understanding the effects of processing on microstructure and void formation and the influence on mechanical properties in service life is poorly understood in any type of AM, but specifically for manufacturing composites. This is because of the complex multimaterial process that requires reducing defects and enabling well-formed interfaces between reinforcement constituents and the matrix. It is further complicated by the highly-nonequilibrium process for which timing of several materials attributes is essential, such as timing of hardening, crystallization, and interdiffusion.
Ultimately, these poorly-understood phenomena will affect fatigue and aging of 3-D printed parts and components. Therefore, we focus on nonstructural and tooling for complex critical parts. Standardization and the American Society for Testing and Materials protocols for 3-DP must still be matured. Three-dimensional printing will not replace conventional manufacturing but rather complement it in function, lightweighting, and complexity. For example, a wing could be a hybrid of conventional and 3-DP, with a topology optimized lightweight and mechanically adaptable, responsive core structure and a conventional composite skin.
While scientists at AFRL/RX have designed filament feedstock for fused deposition modeling that creates articles with service temperatures above 350 °C, some materials in this class of thermosets cannot be extruded into filament feedstock. In this case, SLS is the better processing route because it only requires the material to be in a well- defined powder form, with a narrow size distribution of particles.
Figure 1 demonstrates the overall approach. A polyimide is synthesized via polymerization using well-established organic synthesis routes. The raw material is then powderized in special equipment that will lead to particle sizes of 50–100 µm (Figure 2). This is necessary for the SLS process.
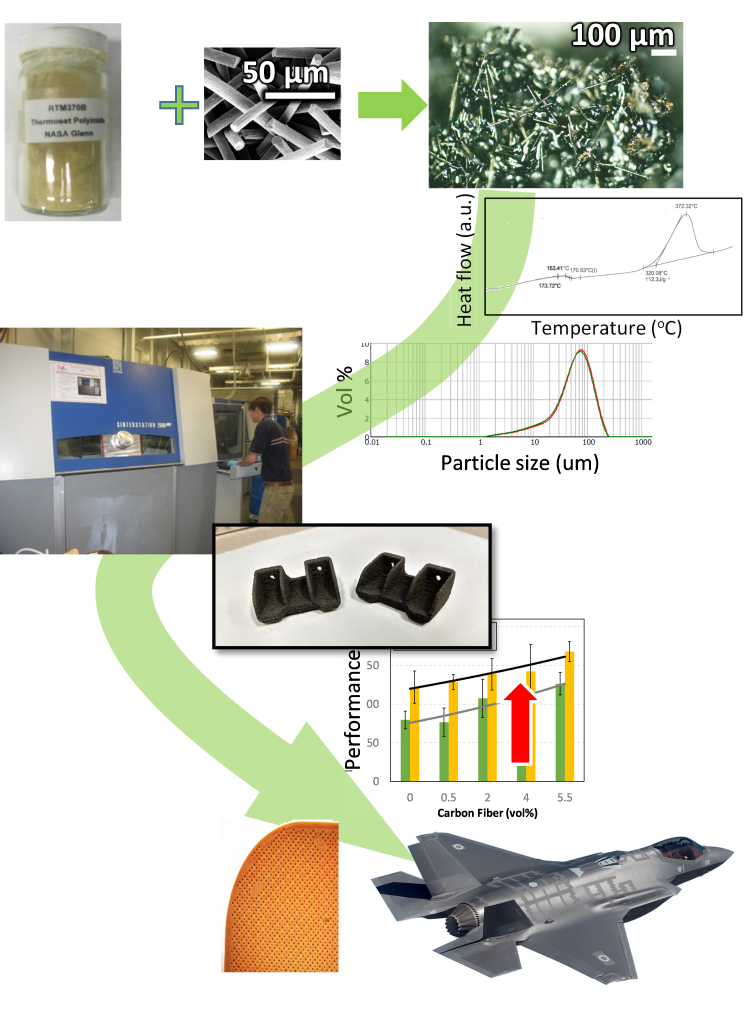
Figure 1: Schematic Overview of the SLS Process (Source: AFRL).
Figure 2 shows a one-pot reaction and vial, with the final product in powder form. A composite panel manufactured via resin transfer molding from the polyimide and a carbon fabric is shown on the right. During this process, a roller runs across a bed of the powder to evenly distribute the powder. A high-power laser is programmed to fuse these particles along a trace given by a computer-aided design (CAD) program containing the underlying article geometry. The laser power, speed, and bed temperature have to be just right to melt the particles and fuse them to get a coherent structure. A subsequent layer of powder is then spread across the bed. The laser continues fusing particles in discrete patterns dictated by the CAD design until a full article is printed. Finally, the remaining unfused powder is removed, and the rough surface of the part is polished.
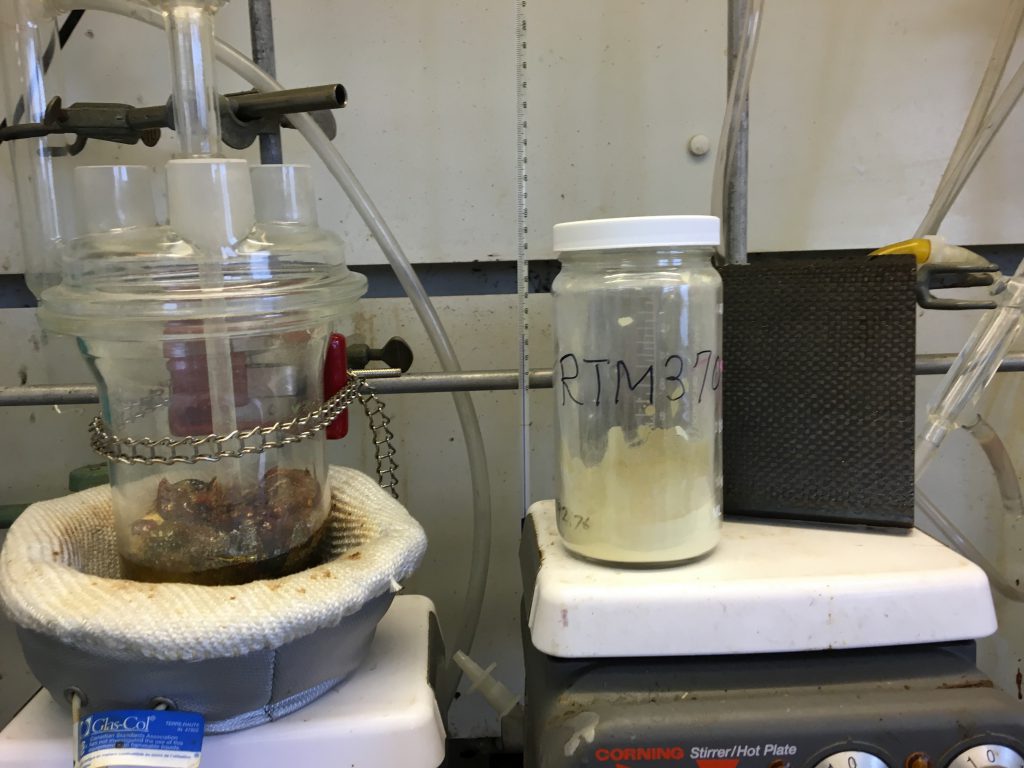
Figure 2: Synthesis of a Crosslinkable Polyimide (Source: AFRL).
Neat Resin
Efforts to additively manufacture coupons for mechanical testing via SLS are extremely challenging because the resin system has a very broad processing window with low viscosity, specifically for resin-transfer molding from ~150 °C to ~320 °C. While this large temperature window is required for the resin to transfer and flow into a carbon fiber fabric preform and fill the entire mold, it is detrimental for the SLS process. During SLS, the laser pulse may enable fusion but appears insufficient for crosslinking to occur. Typical laser speeds are 10 m/s (400 in/s). The crosslinking is necessary because a part that has been melted and fused still needs to be postcured into a fully crosslinked functional part. Uncured, laser consolidated material is still very brittle and cannot be handled for postprocessing.
The crosslinking process leads to an exotherm during which the uncured object uncontrollably collapses into a puddle (Figure 3). Figure 3 shows selective laser-sintered coupons on the top (array of different processing parameters) and the same coupons after postprocessing on the bottom. None of the coupons keep the original shape or melt or are too brittle to handle.
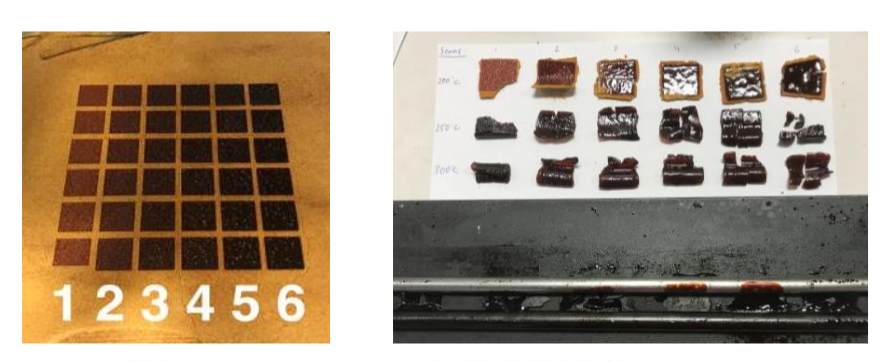
Figure 3: Puddle Formation During Postprocessing Neat Polyimide Resin After Laser Consolidation (Source: AFRL).
There are several parameters that can be changed to influence the material’s behavior during processing; however, none of these were successful. While the power of the laser increased, the speed lowered, and the bed temperature raised, the total time at temperature was never enough to induce any crosslinking in the resulting melt pool to increase the viscosity. Furthermore, the difference between melt temperature of ~160 °C to the crosslinking initiation temperature of 320 °C was too broad. This would not allow sufficient crosslinking for self-support of the printed material during subsequent postprocessing to obtain a fully crosslinked object without losing shape. The viscosity of the material within this temperature range is like maple syrup (30 poise). Further trials were carried out with precured (b-staged) material.
Figure 4 (left) shows differential scanning calorimetry (DSC) of the raw, unprocessed polyimide. The material melts at around 160 °C and starts to crosslink, with an onset of 320 °C and an exotherm peak at 372 °C (typical for these types of thermosets). The very low viscosity of the material between 160 °C and 320 °C is the bottleneck for processing via SLS.
Figure 4 (right) shows material that was cured at 300 °C for 2.5 hr. A filament is formed during separation of the rheometer plates, indicating a increase in molecular weight. The result is that this material can be drawn into a filament in the melt due to increase in molecular weight of the resin while still exhibiting melt flow. Essentially, the powder was heated systematically to a temperature that would promote crosslinking to a small percentage (10%–20%). If crosslinking does not proceed beyond a 30%–40% conversion of the crosslink moieties, the material should still melt during laser sintering. The molecular weight is now increased, and the material keeps its shape during subsequent postprocessing steps. However, even this approach was unsuccessful, despite a viscosity approaching values for materials that can be successfully sintered.
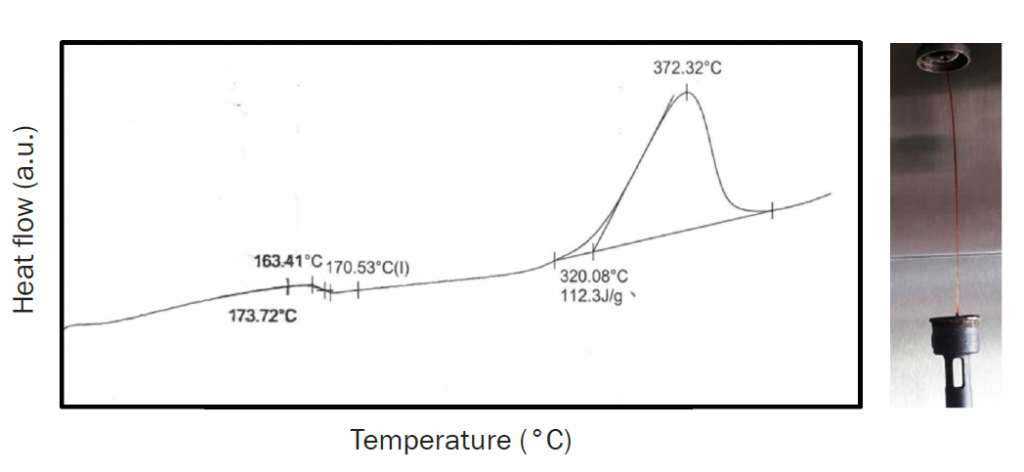
Figure 4: Thermal Behavior of the Polyimide Resin (Source: AFRL).
Carbon Fiber-Filled Resin
After restarting, the team recognized that the energy from the laser to the resin had to increase so that partial crosslinking was enabled while the laser scanned across the powder bed. There are examples from the literature that discuss adding carbon black into polyamide to establish better thermal conductivity and energy transfer from the laser to the resin material [6]. The reinforcing carbon fibers planned for reinforcement of the resins in the second phase of the program to improve mechanical performance at temperature are perfect laser energy absorbers. They can transfer the energy as heat to the matrix and therefore promote crosslinking.
The resin was mixed with 35% carbon fibers (~60 µm long, [see top of Figure 1]) and dry blended for printing composite coupons. As expected, the thermal conductivity of the carbon fiber-filled resin was greater by a factor of 3, compared to the neat resin. In addition, the penetration depth of the laser energy increased substantially and enabled fusing thicker layers.
With further optimization of increased laser power and layer thickness, the team could finally print coupons for mechanical testing after postcure steps (Figure 5). Figure 5 shows laser scanning across the powder bed at 10 m/s (left) and printed mechanical testing specimens before postprocessing (right). The rough surface is from agglomerating milled carbon fibers and b-staged resin particle sizes exceeding original particle size of 50–100 µm.

Figure 5: SLS of Carbon Fiber-Filled Resin (Source: AFRL).
Postprocessing
Three-dimensional printing thermoplastic materials does not require a postprocess step, such as nylon, unless it is a finishing step. This is different for thermoset resins described here. While the material has the desired shape, it is not yet fully crosslinked and will be very brittle. It is essentially a fused powder of a semicrystalline polymer and will easily fall apart like a compressed powder. A postcure step must be introduced to crosslink the material at elevated temperatures without “melting” the material and thereby losing the printed shape. This can be accomplished by a systematic stepwise increase in temperature while holding the material at each step for a given time (e.g., 1 hr).
DSC and rheology measurements provided information on the state of the material. A key parameter is the degree of cure or the conversion of crosslinkable moieties into crosslinks within the resin. It is well understood for resins of this type that when a degree of cure of 0.5 is reached (0 being not crosslinked at all and 1 being completely crosslinked), the material starts to gel. When heated above the softening temperature, the material does not melt anymore and behaves like a rubber. A gel may turn soft with temperature, but it will not lose its shape. Hence, once the gel regime is reached via the time at temperature, the material can be ramped up quickly in temperature to fully cure based on DSC measurements (for the resin in this study, 370 °C).
Resulting cure programs, also called cure cycles, were very similar to what needs to be done with the same resins in conventional composite processes.These programs can be accomplished within about 10 hr for 3-D printed parts. It is obvious that AM or 3-DP for higher temperature composite applications at AFRL will not be high throughput; however, the technology will enable unprecedented part complexity and part consolidation.
Performance
Once small demo articles such as brackets were printed, several mechanical testing specimens were printed to evaluate the material’s performance. After microscopy of the printed samples and density measurements (gas pycnometer, 15%–20%), it was apparent that the printed specimens were not perfect and that additional work needs to be conducted to obtain void-free articles (Figure 6).
Figure 6 shows a fracture in center of gauge section (left) and a fracture surface indicating porosity of the specimens (right). All specimens in the test fractured in the center gauge section, indicating proper sample clamping and homogeneity in the specimens. Irrespective of the voids, these first-printed specimens still showed exceedingly promising mechanical properties at elevated temperature, which is key to many of the application’s challenges of these materials. The results of the selective laser-sintered specimens were compared to results of another common resin used in conventional composite manufacturing, a toughened epoxy (5320-1) with a high-performance carbon fiber (IM7).
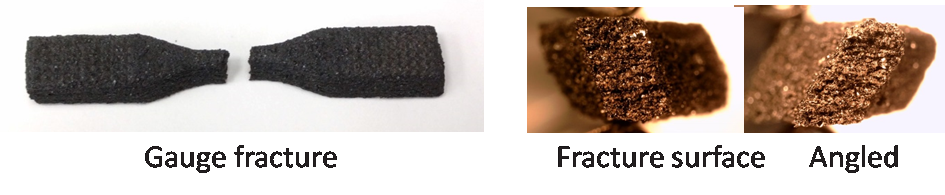
Figure 6: Images of a Fractured Specimen After Tensile Testing (Source: AFRL).
Table 1 summarizes the initial results and demonstrates that the performance of these selective laser trials with high-temperature thermosetting polyimides is very promising. The comparison epoxy sample would decompose long before the measurement temperature of the high-temperature polyimide. A fairer comparison includes values of mechanical properties at reduced temperatures—in this case, at a temperature relative to the softening temperature (or glass transition temperature). While mechanical properties were measured at Tg minus 43 °C, data for the epoxy were only available at a temperature of Tg minus 65 °C. Even then, the value of tensile strength for the selective laser-sintered resin with 35% milled carbon fibers is very respectable, especially with only 35% volume fraction of carbon fiber compared to 60% of continuous carbon fiber for the epoxy laminate. This work enables replacement of metal parts, such as brackets and fixtures, typically used in jet-engine applications. Figure 7 shows printed brackets that are a few inches in size.
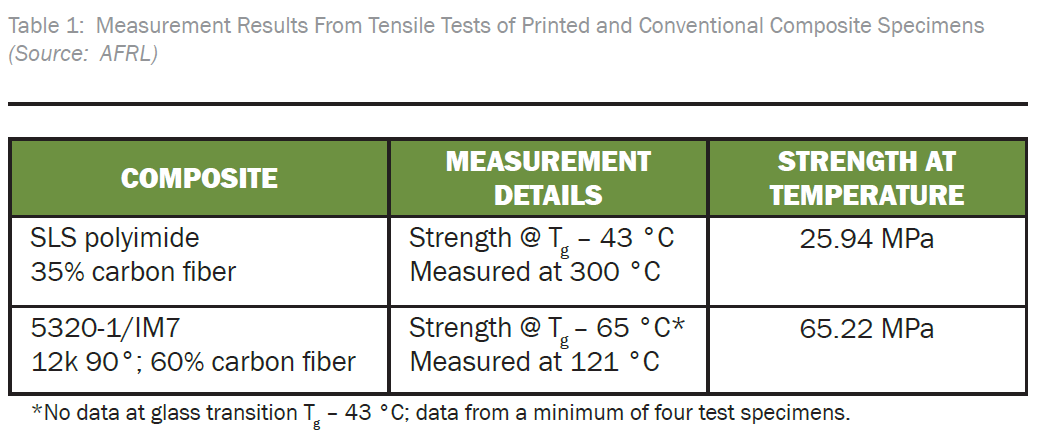


Figure 7: Reduced Scale (0.5x), Selective Laser-Sintered Brackets With High Service Temperature Capabilities (300 °C) (Source: AFRL).
CONCLUSIONS
The goal of this work was to find alternatives to AM processes for high-temperature thermosetting resins that avoid requiring filamentary feedstock material, which is challenging to create for these types of materials. A team between NASA (Kathy Chuang), University of Louisville (Timothy Gornet), and AFRL found a way to use SLS to 3-D print articles from a well-defined powder of a commercially available, NASA-developed, high-temperature thermoset designed for resin transfer molding. While attempting to 3-D print the neat resin, the team found the right conditions to create the required self-support of printed layers during postprocessing using 35 vol% milled carbon fibers that enabled much better energy transfer from the laser to the resin. Considering these preliminary results on 3-D printed articles and specimens, the resulting mechanical properties at high temperatures were outstanding.
Further work is required to remove the voids during SLS, as well as increase carbon fiber content. While there is great potential in this technology, there will be limitations going forward to explore applications in which complex-shaped polymer matrix composites might be beneficial (e.g., for replacing metal parts on jet engines). One of the disadvantages of this process is that it will not be feasible for continuous carbon fiber composite 3-DP. Technologies, such as automated fiber or tape placement, will soon merge with 3-DP technologies to provide engineering solutions for such applications.
Another drawback for SLS is the large amount of required material, a particular problem for these high-temperature thermosetting resins. These resins are still costly and cannot be simply recycled like thermoplastics. This might change in the future based on adoption, but they may never be as cost effective as commodity polymers. The lack of continuous carbon fiber production will ultimately limit this technology to noncritical, nonload-bearing structures, such as composite tooling, complex shaped brackets, and fixtures for warmer sections of a jet engine or space applications requiring Kapton-like radiation properties [7].
ACKNOWLEDGMENTS
The author would like to thank AFRL RX for supporting this work. Further thanks go to Kathy Chuang at NASA and Timothy Gornet at the University of Louisville for making this a successful project.
REFERENCES
- Van De Werken, N., H. Tekinalp, P. Khanbolouki, S. Ozcan, A. Williams, and M. Tehrani. “Additively Manufactured Carbon Fiber-Reinforced Composites: State of the Art and Perspective.” Addit. Manuf., vol. 301, 2019, https://doi.org/10.1016/j.addma.2019.100962.
- CompositesWorld. “Are High-Temp Thermosets Ready to Go Commercial?” https://www.compositesworld.com/articles/are-high-temp-thermosets-ready-to-go-commercial, accessed 16 December 2019.
- Pierson, H. A., E. Celik, A. Abbott, H. De Jarnette, L. Sierra Gutierrez, K. Johnson, H. Koerner, and J. W. Baur. “Mechanical Properties of Printed Epoxy-Carbon Fiber Composites.” Exp. Mech., vol. 59, no. 6, pp. 843–857, 2019, https://doi.org/10.1007/s11340-019-00498-z.
- Johnson, K. J., L. Wiegart, A. C. Abbott, E. B. Johnson, J. W. Baur, and H. Koerner. “Operando Monitoring of Dynamic Recovery in 3D-Printed Thermoset Nanocomposites by XPCS.” Langmuir, 2019, https://doi.org/10.1021/acs.langmuir.9b00766.
- Koerner, H., T. Gibson, R. L. Bradford, S. N. Izor, A. C. Abbott, G. P. Tandon, L.-S. Tan, K. C. Chuang, T. Gornet, D. Simone, et al. “Additive Manufacturing of Higher Performance Thermosetting Polymers.” In CAMX, 2017.
- Espera, A. H., A. D. Valino, J. O. Palaganas, L. Souza, Q. Chen, and R. C. Advincula. “3D Printing of a Robust Polyamide‐12‐Carbon Black Composite via Selective Laser Sintering: Thermal and Electrical Conductivity.” Macromol. Mater. Eng., vol. 304, no. 4, 2019, https://doi.org/10.1002/mame.201800718.
- Rahnamoun, A., D. P. Engelhart, S. Humagain, H. Koerner, E. Plis, W. J. Kennedy, R. Cooper, S. G. Greenbaum, R. Hoffmann, and A. C. T. van Duin. “Chemical Dynamics Characteristics of Kapton Polyimide Damaged by Electron Beam Irradiation.” Polymer (Guildf), 2019, https://doi.org/10.1016/j.polymer.2019.05.035.
BIOGRAPHY
HILMAR KOERNER is a research team lead at the Composites Branch, Structural Materials Division, AFRL/RX, WPAFB, Dayton, OH, where they solve current challenges in polymer matrix composites, materials, and processes and focus on physics-based understanding of composite processing and materials discovery in high-temperature thermosetting polymers. Dr. Koerner’s expertise in morphology characterization using scattering methods has led to the first operando measurements on 3-DP using Synchroton X-rays. He has coauthored more than 150 refereed papers, 50 proceedings, two edited books, and five patents and contributed to ~100 technical presentations. Dr. Koerner holds a Ph.D. in polymer science from the University of Clausthal, Germany.