

an email newsletter released every month highlighting the latest articles, events, technical inquires, and voices from the community
Metal Stitching/Stapling Repair Process

Posted on February 22, 2019 | Completed on February 1, 2019 | By: Travis J. Kneen
What information is available on metal stitching as a repair process?
The Defense Systems Information Analysis Center (DSIAC) received a technical inquiry requesting academic and peer-reviewed publications to assist in determining if cold metal stitching is a viable repair process for the cracked cast steel pedestal. DSIAC enlisted the assistance of a subject matter expert to discuss the problem and perform literature searches in the Defense Technical Information Center Research and Engineering Gateway and open sources for relevant publications. Academic and industrial case studies were found in open sources, and they were summarized and analyzed for relevance to the inquiry. DSIAC compiled the results of the research and analysis into a response report, which was delivered to the inquirer.
1.0 Introduction
A Defense Systems Information Analysis Center (DSIAC) subject matter expert (SME) initially performed literature searches in the Defense Technical Information Center (DTIC) Research and Engineering (R&E) Gateway. The SME did not find relevant information in the DTIC R&E Gateway; therefore, an open source literature search was also conducted. Relevant sources from the open source search were summarized and analyzed for relevance to the inquirer.
2.0 An Overview of Metal Stitching
The initial metal stitching process patent was awarded to Hal Harman in 1935; the process was developed to provide a permanent, stress-free repair for cast iron using little or no heat [1]. Metal stitching is performed by drilling holes at right angles to the fracture or crack and then converting them into a slot. Preformed locks or screws are then fitted into the slots to bridge the fracture. The locks are typically made of high-nickel steel with the same coefficient of expansion as the cast iron because it is strong enough to take shear loads, but sufficiently ductile to provide the necessary elasticity. Most repairs have a series of locks and stitches spaced at regular intervals along the crack. After the initial locks are set, holes are drilled along the line of the fracture between each stitch and tapped to receive special screws which fill the crack and ensure that it is completely watertight. The final step is to grind down the stitching to be flush with the original cast iron, as seen in Figure 1. Metal stitching doesn’t cause distortions or thermal stresses that can result from welding or other heated repairs [2,3].
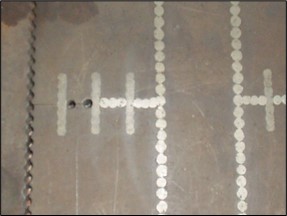
Figure 1: The Finished Metal Stitching Process (Source: Reynolds French & Company [3]).
Metal stitching is a prime repair method for materials that cannot be welded or for joining dissimilar materials. Other, similar methods stemmed from the original 1935 patent including Metalocking, Metal Stitch, and Lock-n-Stitch.
3.0 Academic Sources
Robert Ventura summarizes metal stitching and the advantages and disadvantages of the process in his article, “Metal Stitching Joins Dissimilar Materials,” in Assembly magazine. The greatest advantage of metal stitching/stapling is the ability to join dissimilar materials (plastic, rubber, carpet, fabric, wood, metals) without fracturing, if the material can be penetrated by the stitch. Joining dissimilar materials using welding, riveting, or adhesive binding can be difficult or impossible. The only difference between stitching and stapling is that stitching uses coiled wire and stapling uses premade staples, though both processes produce a staple. The process is quick, as a machine can produce 80−100 stitches/minute [4].
These joints, created with either metal stitches or staples, are strong assemblies as the stitches are plastically deformed steel. The joints have high fatigue strength and resistance to vibration. However, the final strength of metal stitching is not as strong as that provided by welding, riveting, or adhesive bonding. Ventura states that “the shear and tensile strength of a stapled joint are approximately one-third those of a 0.125-inch-diameter rivet” [4].
In his bachelor’s thesis, “Metal Stitch Reconditioning Analysis,” Niklas Eurs explains multiple repairs, including the testing and finite-element analysis that were performed on various areas of Wärtsilä ́s engine blocks. Based on this thesis, metal stitching is allowable at low-stress locations, but at high-stress areas, it should not be considered a permanent repair. The tensile strength was found to be 15 times less than the original when only screws are used for the repair; however, thicker material with larger screws might yield better results [5].
In their paper, “The Maintenance of Historic Iron and Steel Structures: Repair Techniques,”
G. Nieuwmeijer and G. J. Arends explore restoration and repair techniques for cast iron, wrought iron, and other types of steel. In particular, they explain different uses for metal stitching, how it can be done, and how it may affect the specimen’s strength. In the conclusion, it is noted that metal stitching is the first option for cast iron, while welding is the obvious solution for wrought iron [6].
4.0 Industrial Sources
Most of the relevant information gathered via the open source search was provided by repair companies selling their capabilities. Although these “case studies” are insightful, they may be biased in favor of the company’s repair technique to sell its services. Therefore, the sources were summarized and analyzed in relation to the inquiry.
4.1 Reynolds French & Company
Reynolds French & Company in Tulsa, OK, provides multiple examples of large cast parts repaired using various techniques related to metal stitching. Many of the parts listed would likely be tensile loaded and undergo cyclic loading, (e.g., pressure vessels and engine parts). “Metal Stitch Repair Services” provides an overview of lock, lace, and large lock repair procedures of metal stitching [3], and “Lock-N-Stitch Repair Services” describes the lock-n-stitch repair method, including step-by-step instructions and photographs [7]. In “Crack Repair Services,” the crack patching process is explained, where preformed inlayed devices of either steel or other high-tensile alloys called “locks” are set perpendicularly to the crack [8].
4.2 Goltens
Goltens in Miramar, FL, and Houston, TX, provides multiple case studies of metal stitching [9]. A particularly interesting case study describes the use of metal stitching to repair a badly damaged MaK 12M282 engine block [10], shown in Figure 2.
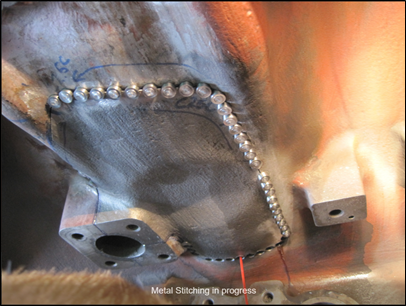
Figure 2: Metal Stitching Process to Repair a Damaged MaK 12M282 Engine Block (Source: Goltens [10]).
In this study, a 1- to 2-in.-thick cylinder head and connecting rod that caused failure along multiple crack directions are repaired. While in use, the cylinder walls are under tensile and cyclic loads. The repair was verified by nondestructive testing to be gas- and watertight [10]. In addition, a different case study by Goltens describes the repair of a damaged vibration damper cover for a dredging company [11].
4.3 Metal Surgery
Metal Surgery in Milwaukee, WI, provided little, if any, detail about the actual repairs of specimens or the kinds of loads they were subject to; however, it offers a general summary of metal stitching [12]. In addition, DSIAC found a brief document that shows the stitching of 9-ft-long crack in a 7-inch-thick hydraulic cylinder that is still used 8 years post-repair. In this case, it is assumed that the loading was cyclic tensile in the thick cylinder walls [13].
4.4 QuantiServ
QuantiServ is a metal stitching company in Houston, TX, that provides case studies of larger pieces being repaired with locks and stitching pins. An example of the company’s stitching is shown in Figure 3.

Figure 3: The QuantiServ Metal Stitching Process (Source: QuantiServ [14]).
4.5 Maine Industrial
Maine Industrial’s (New Haven, CT) metal-stitching web page highlights positives of metal stitching versus other repair procedures. Of particular relevance to the inquirer’s request is the statement that metal stitching “relieves locked-in stress and eliminates high stress areas by redistribution” [15].
4.6 Metalock International
Metalock International (United Kingdom) offers two case studies involving very large and thick specimens. However, the second specimen appears to be the bottom end of a large diesel engine, which could be a low-stress region and not the best example of a metal-stitched specimen. The slides of each case present Metalock International workers progress through the metal-stitching process [16].
4.7 In-Place Machining Company
In-Place Machining’s (Milwaukee, WI, and Chesapeake, VA) repair method is called MetalstitchTM. In-Place Machining Company uses advanced engineering methods like 3-D modeling and finite-element analysis to determine the best repair geometry, as shown in Figure 4 [17].
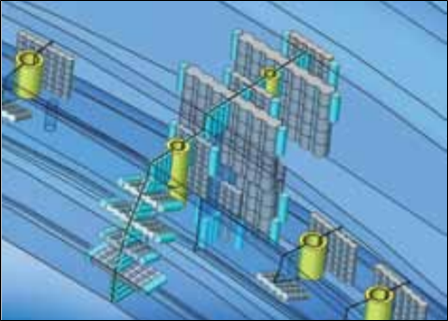
Figure 4: Computer Analysis of the MetalstitchTM Repair by the In-Place Machining Company (Source: In-Place Machining Company [17]).
References
[1] Harman, H. W. “Methods for Repairing Castings.” Patent 2,011,484, 1935, https://patentimages.storage.googleapis.com/3f/ed/b2/a752cab810495e/US2011484.pdf, accessed 21 February 2019.
[2] Sims, T. “Cold Stitching of Historic Metalwork.” Building Conservation, http://www.buildingconservation.com/articles/stitch/stitch.htm, accessed 21 February 2019.
[3] Reynolds French & Company. “Metal Stitch Repair Services.” http://www.r-f.com/metal_stitch_repair.asp, accessed 14 February 2019.
[4] Ventura, R. “Metal Stitching Joins Dissimilar Materials.” Assembly Magazine, https://www.assemblymag.com/articles/93511-metal-stitching-joins-dissimilar-materials, accessed 20 February 2019.
[5] Eurs, N. “Metal Stitch Reconditioning Analysis.” Bachelor’s Thesis, Novia University of Applied Sciences, https://docplayer.net/46145578-Metal-stitch-reconditioning-analysis-niklas-eurs.html, accessed 20 February 2019.
[6] Nieuwmeijer, G. G., and G. J. Arends. “The Maintenance of Historic Iron and Steel Structures: Repair Techniques.” Transactions on the Built Environment, vol. 66, WIT Press, https://www.witpress.com/Secure/elibrary/papers/STR03/STR03068FU.pdf, accessed 20 February 2019.
[7] Reynolds French & Company. “Lock-n-Stich Repair Services.” http://www.r-f.com/lock_n_stitch_repair.asp, accessed 14 February 2019.
[8] Reynolds French & Company. “Crack Repair Services.” http://www.r-f.com/crack_repair.asp, accessed 14 February 2019.
[9] Goltens. “Metal Stitching Case Studies.” https://www.goltens.com/in-situ-machining/metal-stitching-case-studies, accessed 14 February 2019.
[10] Goltens. “Metal Stitching Repair Salvages Badly Damaged MaK 12M282 Engine Block.” https://www.goltens.com/in-situ-machining/metal-stitching-repair-salvages-badly-damaged-mak-12m282-engine-block, accessed 14 February 2019.
[11] Goltens. “Metal Stitching Repairs Strengthen Relationship.” https://www.goltens.com/in-situ-machining/metal-stitching-repairs-strengthen-relationship, accessed 14 February 2019.
[12] Metal Surgery. “Metal Stitching.” http://www.metalsurgery.com/metal_stitching/, accessed 14 February 2019.
[13] Metal Surgery. “Metal Stitching: Stitching Puts the Power Back in Massive Hydraulic Cylinder.” http://www.metalsurgery.com/data/case_studies/metal_stitching/Stitch%20Hydraulic%20Cylider.pdf, accessed 14 February 2019.
[14] QuantiServ. “Metal Stitching.” http://www.quantiserv.com/solutions/metal-stitching/, accessed 14 February 2019.
[15] Maine Industrial. “Metal Stitching.” https://www.maineindustrial.com/metal_stitching.htm, accessed 14 February 2019.
[16] Metalock International. “The Onsite Stitching Repair Process in Action, Two Case Studies.” http://www.metalockinternational.org/metalock-casestudy.html, accessed 14 February 2019.
[17] In-Place Machining Company. “Metalstitch Cast Iron Repair.” http://www.inplace.com/pdfs/IPM-MetalstitchBrochure-revA.pdf, accessed 14 February 2019.
Want to find out more about this topic?
Request a FREE Technical Inquiry!